All Categories
History
This section provides an overview for slurry pumps as well as their applications and principles. Also, please take a look at the list of 52 slurry pump manufacturers and their company rankings. Here are the top-ranked slurry pump companies as of July, 2026: 1.Hydra-Tech Pumps, Inc., 2.Moyno, Inc, 3.CORNELL PUMP COMPANY.
Table of Contents
Categories Related to Slurry Pumps
Engaged in research on nitride semiconductor growth using the MBE method at Waseda University Graduate School. After graduating from graduate school in 2016, he joined a non-ferrous metal manufacturer.
Engaged in equipment maintenance and engineering work at metal smelting plants. Moved to a chemical manufacturer in 2022. Engaging in similar tasks.
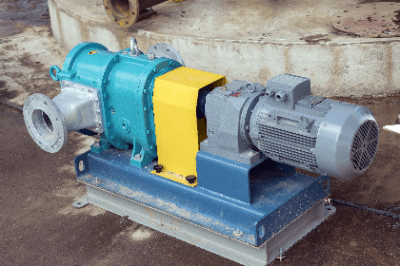
A slurry pump is a pump used to transport slurry, which is a mixture of liquids and solids.
Slurry is very viscous and can wear out or clog the internal parts of the pump. Therefore, they differ from ordinary pumps in that they are specially designed to be highly durable.
There are two types of pumping methods: volumetric, which transports slurry by changing its volume, and centrifugal, which uses centrifugal force to transport slurry.
Slurry pumps are widely used in various industrial fields. The following are just a few examples of applications for slurry pumps.
In the mining industry, slurry pumps are used to transport mined materials and sludge. Since transporting particulate matter is often necessary in the ore mining industry, slurry pumps are especially useful.
They are also widely used in the oil drilling industry. During oil drilling, rock needs to be scraped out to reach the depths of oil wells. Slurry pumps are used to pump out the rock debris slurry that forms.
Slurry pumps are also frequently used in hydroelectric power plants. Hydroelectric power plants supply water to spin turbines, and river water contains solid particulates. Slurry pumps are used to discharge water mixed with sediment and other particles after filtering through a screener or other equipment.
Slurry pumps are used to transport crushed stone and sand used at construction sites. They are also used to transport large quantities of earth and sand at dam construction sites.
Slurry pumps require a special design due to the high density of slurry and the variety of solid particles it can contain. The pump consists of an intake to receive the slurry, an impeller to accelerate the slurry inside the pump, and a discharge port to discharge the slurry.
The slurry is drawn in at the intake and accelerated by the rotation of the impeller. The slurry accelerated by the impeller is sent to the discharge port.
Slurry pumps have multiple auxiliary vanes inside the pump to accommodate high-density fluids. This allows for higher pressures to be generated.
Slurry pumps are used in a wide variety of applications. The following are examples of slurry pump types.
A single-stage slurry pump is a basic pump for transporting slurry. It consists of a single-stage impeller and is characterized by its simple structure and low cost. However, since it has a single-stage impeller, the corresponding head is often low.
A multi-stage slurry pump has a multi-stage impeller. The multi-stage design allows for a high head and efficient transport of slurry. However, they are typically more expensive than single-stage pumps. Due to the large number of parts, the possibility of failure or blockage is higher than with single-stage pumps.
These slurry pumps have high wear resistance. The materials used in the pump are resistant to abrasion and corrosion. Special alloy steel, rubber, ceramic, and other materials are used for internal parts to improve durability and service life.
When selecting a slurry pump at the design stage, select the pumping system based on the purpose of transportation, the shape, and hardness of the object, whether it is chemically corrosive or not, and the operating temperature.
It is of utmost importance to understand the nature of the slurry to be transported. The specific gravity and solids concentration of the slurry can provide useful information for selection. Once the nature of the slurry is known, the flow rate should be selected according to the required capacity for pressure.
Ease of maintenance and repair should also be considered. Slurry pumps are often used in harsh environments and may be difficult to maintain and repair. It is ideal to select a pump that can be easily maintained.
Cost is also an important consideration. Slurry pumps are typically more expensive than other pumps due to their characteristics. However, even if the initial cost is high, selecting the right slurry pump may save money in the long run.
*Including some distributors, etc.
Sort by Features
Sort by Area
Hydra-Tech Pumps, Inc., established in 1977 and based in Nesquehoning, Pennsylvania, is a manufacturer of hydraulic pumps and power units. The company specializes in manufacturing hydraulic submersible pumps and hydraulic power units. It also manufactures silt jetting rings, slurry mixing valves, and pump controllers. Each of its manufactured products is made of metal materials that meet the State D.O.T. requirements to ensure consistency, parts compatibility, and interchangeability. Its hydraulic pumps are designed to be utilized on standard hydraulic oils as well as non-toxic and biodegradable oils. Its products cater to marine, petrochemical, pipeline, construction, agricultural, and mining industries across the USA.
Xylem Inc. was incorporated in 2011 and is headquartered in Washington, District of Columbia. Xylem engages in the design, manufacture, and servicing of engineered products and solutions for the water and wastewater applications across global markets. Xylem operates through three segments: water infrastructure, applied water, and measurement & control solutions. Xylem’s water infrastructure segment offers numerous products such as water pumps, filtration, disinfection, and biological treatment equipment. Xylem’s applied water segment distributes pumps, valves, heat exchangers, controls, and dispensing equipment systems. Xylem’s measurement & control Solutions segment offers devices such as smart meters, networked communication devices, data analytics, test equipment, controls, sensor devices, and software and managed services.
Graymills, established in 1939 and based in Chicago, United States, is a manufacturer of equipment used in metalworking pumps, ink pumps, filters, and parts washers. The company produces different types of pumps, such as peristaltic, diaphragm, and centrifugal pumps, that are used in different industries, including automotive, aerospace, medical & scientific devices, and military. The manufacturing unit is located in Illinois to manufacture equipment such as laser cutters, fabrication, welding, and CNC machine shops. Initially, the company started with machine tool coolants and later added cleaning equipment to the portfolio of products.
Moyno, Inc. is an American manufacturer based in Dayton, Ohio, producing fluids handling solutions. The company offers a range of progressing cavity pumps and replacement parts. It also provides patented single-shaft and twin-shaft grinders for solid reduction. The company's solutions cater to various applications, including abrasive, solid-laden slurries and sludges, multiphase fluid transfer, and shear-sensitive fluids. The company also offers Moyno CAPS Millennium, a computer-aided pump selection software, featuring market-specific application and chemical compatibility data, a comprehensive fluid library, and product photos and graphics. These products are utilized in various industries, including food and beverages, oil and gas, and mineral processing.
McLanahan Corporation is a Hollidaysburg, Pennsylvania-based manufacturer of process solutions for frac sand, coal, concrete, and aggregates. Founded in 1835, the company has been a long-standing partner and supplier for various industries including agriculture, minerals, C&D recycling, and mining. The company engineers a comprehensive line of processing products from screens, separators, and thickeners to crushers, hydrocyclones, and manure management systems. With a global presence across four continents, McLanahan Corporation also offers clients services ranging from testing and analysis of material samples to the design and prototyping of custom processing solutions.
WARRENDER, LTD., based in the USA, is a manufacturer of seal-less mag-drive pumps since 1975 The company produces environmentally safe pumps with zero emissions compliance under the 1990 EPA Clean Air Act. The leak-free mag-drive pumps cover a range of industries, including chemical, petrochemical, water treatment, heat transfer, and more. The company also offers solutions for applications involving corrosive processes, extreme temperatures, and critical fluid handling. Its extensive expertise has resulted in a diverse product range suitable for handling various substances, from hydrocarbons to corrosive chemicals.
NETZSCH Pumps & Systems GmbH, established in 1873 in Germany, is a manufacturer and supplier of advanced pumping solutions and systems for various industries. The company’s comprehensive product range includes progressive cavity pumps, rotary lobe pumps, and multi-screw pumps, among others. These technologies find applications in sectors such as chemical, food and beverage, pharmaceutical, and environmental engineering. NETZSCH Pumps & Systems' expertise lies in providing efficient and effective pumping solutions tailored to the specific needs of their customers. With a rich history spanning more than a century, NETZSCH enhances the advancement of fluid handling and pumping technology, increasing processes across diverse industries.
Sandpiper Pump, founded in 1965, is an American manufacturer headquartered in Mansfield, Ohio, producing air-operated double diaphragm (AODD) pumps. The company's product lineup includes pumps and associated parts and accessories, such as high-pressure, sanitary, and submersible variants. It also manufactures a range of flap and ball valves, including standard, containment, and heavy-duty models. In addition, the company produces complementary products for enhanced pump functionality, such as leak detection tools, electronic speed controllers, and surge dampeners. The company serves customers in over 75 countries across diverse industries, including aerospace, ceramics, and mining.

Genmac S.r.l.s.u., established in 1993 and headquartered in Gualtieri, Italy, is an ISO 9001-certified manufacturer of generators that serves industries such as construction, mining, and agriculture. The company makes generators with power ranges from 2kVA to 2000kVA 50Hz/60Hz and stocks over 300 generator accessories. It sells gasoline, diesel, and gas-fueled industrial and professional generators, and its power products include inverter generators, water pumps, and portable electric gasoline generators. The company also sells transportable lighting towers for use on construction sites, sporting events, and during night-time maintenance.
Emile Egger & Cie SA, established in 1947 and headquartered in Cressier, Switzerland, is a centrifugal pump and diaphragm valve designer and manufacturer. The company specializes in equipment that is capable of pumping fluids laden with solids and gas. Each of its pumps is custom-tailored and assembled on a modular basis. It also offers fully customized products for application-specific solutions. Its range of products includes vortex pumps, process pumps, and elbow propeller pumps, which are commonly used in vaporization plants, crystallization plants, and sludge recirculation for pumping stations.
Kirloskar Brothers Limited (India), established in 1888, is an Indian manufacturer headquartered in Baner, Pune, specializing in fluid management systems. The company’s fluid management solutions include agricultural, domestic, and industrial hydro-turbines, pumps, and valves. These products serve various sectors, including water supply, irrigation, building, and construction. Certified with ISO 9001:2015, the company operates 14 manufacturing facilities and serves customers across 80 countries. Its main plant features a hydraulic research center and independent units for alloy cast steel, cast iron, and non-ferrous foundries.

Vogelsang USA is based in Ravenna, Ohio, USA, and is an ISO 9001-certified manufacturer of industrial machinery established in 1929 as a subsidiary of Germany's Vogelsang GmbH & Co. KG. The company's products include spreading equipment for precise distribution of liquid manure in farms, macerators for grinding and reducing the size of solids in wastewater, and rotary lobe pumps for pumping viscous and abrasive fluids through industrial and agricultural systems. It also offers biogas systems for production optimizations, as well as installation and repair services for its products. The company primarily serves clients in wastewater treatment, agricultural development, and biogas processing operations.
Fast Verdini S.r.l., established in 1950 and based in Urbino, Italy, is a manufacturer of light construction equipment for buildings and roads. The company's product lineup includes power trowels for smoothing and finishing concrete surfaces, plate compactors for soil and asphalt compaction operations, and hydraulic breakers for demolition efficiency. It also offers after-sales support and customization services for clients with unique projects. The company's products are mainly used by road maintenance companies, construction firms, and demolition contractors.
Iwaki Co., LTD was founded in 1956 in Japan. Iwaki is a producer of pumping products and water quality control systems and is the world’s leading pump manufacturer maintaining a global sales and distribution network. Serviced industries include semiconductors, water treatment, surface treatment, food processing, paper production, chemicals and pharmaceuticals.
Calpeda S.p.A., established in 1958 and headquartered in Montorso Vicentino, Italy, is a manufacturer of integrated water cycle management equipment and systems. The company's products include single and twin impeller centrifugal pumps, submersible sewage and drainage pumps, and pressure-boosting units. It also offers accessories, including stainless steel pre-filters, level probes, and cylindrical vessels. These products are used in domestic irrigation, heat transfer equipment, and HVAC systems. The Group has 14 branches located around the world and a global network of partners, service centers, and exclusive distributors.
Xian KOSUN Environmental Engineering Co. Ltd., established in 2017, is a Chinese manufacturer based in Xi'an, Shaanxi, offering solid waste treatment solutions. The company’s sludge reduction and disposal equipment, marketed under the Black Rhino brand, includes sludge drying sieves, horizontal screw settling centrifuges, and vertical scraper filter sludge dewatering machines. The company also offers sand-washing devices, sludge solidification devices, and related services. These products find applications in various areas, including drilling waste treatment, oil-containing sludge treatment, and soil remediation, as well as in urban infrastructure construction and tailings management.
Shaanxi Aerospace Power High Technology Co. Ltd. is based in Xi’an City, China, and is a manufacturer of aerospace power equipment established in 1999 as a subsidiary of China Aerospace Science and Technology Corporation (CASC). The company produces various gas and flow meters, torque converters, and specialized tanks. These include crystallizers, industrial vehicle torque converters, and hydraulic turbines. It also offers reactor vessels and filter presses, which are mainly used in the oil and gas, energy generation, and military sectors.
Hebei GN Solids Control Co., Ltd, founded in 2007 and headquartered in China, is a manufacturer specializing in separation equipment. Its products serve various industries, and the company has exported them to over 60 countries globally. Key offerings include shale shakers for large solids separation, decanter centrifuges for fine solids separation, mud cleaners combining desander, desilter, and shale shaker functions, oil sludge treatment equipment for recovering valuable components, and industry decanter centrifuges for diverse industrial separation processes.
Landia A/S, established in 1933 and headquartered in Midtjylland, Denmark, is a manufacturer of chopper pumps and mixer solutions. The company provides solutions for reception tank mixing, digester mixing, slurry handling, and more. It offers pumps and aerators for handling difficult liquids with high dry matter content and liquid biomass. Its products are used in biogas plants, wastewater treatment, and agricultural slurry handling industries. The company also addresses climate challenges by converting CO2 into methane, using excess electricity from renewables.
C.R.I. Pumps Private Limited was founded in 1961 and is a manufacturer of irrigation equipment products based in Coimbatore, Tamil Nadu, India. The company manufactures various products such as end suction pumps, pressure boosting system, deep well submersible motors, shallow well submersible pumps, and centrifugal monoblock pumps. The products have been used in various applications such as agriculture, residential, waste water management, building management, and power plant. The company has obtained various certifications such as ISO 9001, ISO 14001, OHSAS 18001, CE, and CSA.
Shandong Zhangqiu Blower Co., Ltd., established in 1968 and based in Jinan, China, is a manufacturer of blowers and fans. The company also produces various products such as screw blowers, centrifugal blowers, industrial pumps, liquid ring vacuum pumps, and turbo blowers. The company has been awarded with the ISO9001 and ISO14001 certificates. The blowers are made with American technology to meet the EU and North American standards. All the products are used in various applications, such as wastewater treatment, zinc plating, paper making and printing, and air combustion.

Selwood Limited was founded in 1946 and is headquartered in Eastleigh, Hampshire is a manufacturer of pumps. The company offers a range of products, including positive displacement pumps, hydraulic submersibles and power packs, and solids handling pumps. These products have applications in water and sewage treatments, oil and gas pipelines, and water distributors. The company also provides services such as bespoke cost-effective pump rental, warranty repair services, and the sale of spare parts.
Excellence Pump Industry Co. Ltd., established in 1996, is a pump manufacturer headquartered in Shijiazhuang, Hebei, China, with support from a domestic branch in Beijing and international representative offices in Peru and Chile. The company offers horizontal and vertical slurry pumps, sand or gravel pumps, and froth pumps. The company also provides metal and rubber parts for slurry pumps, including impellers, expellers, and shaft sleeves. These products cater to industries including coal washing, ferro-nickel mining, and gold ore processing. The company notably collaborates with educational institutions like Tsinghua University and Jiangsu University for technology research and studies.
Kosaka Laboratory Ltd., a company founded in 1950 and headquartered in Tokyo, Japan, is a manufacturer and supplier specializing in the production of precision measuring instruments. The company's product portfolio includes precision measuring instruments, hydraulic equipment, automatic machinery, and food equipment. These products are utilized by various industries, including the packaging industry, electronics, wind-power generation, manufacturing and engineering, and food and beverage. The company holds the ISO 9001 certificate for its Quality Management System (QMS).
Weir was established in 1871 as a manufacturer and supplier of mining solutions headquartered in Glasgow, Scotland. The company provides Processing equipment for Comminution, Classification, Pumping, and Slurry Transportation and Dewatering along with wear parts, and equipment attachments for similar purposes. There is Feeding, Crushing, and Screening equipment for the processes and wear parts for Face Shovels, Dozers, Motor graders, and more and these products are not just serving the mining industry but also the construction aggregates industry, Food Processing, Recycling, Chemical Processing, and Storage sectors.
Sulzer Ltd. is a fluid engineering and chemical processing solutions manufacturer originally founded in 1775. The company has been headquartered in Winterthur, Switzerland since 1834, maintaining a network of 180 manufacturing facilities and service centers around the world. The company has an expansive product portfolio including distillation and absorption columns, agitators, reactors, crystallizers, and polymerization systems. These supply clients in the metals, plastics, chemicals, power, and pharmaceutical industries. Sulzer Ltd. also offers a range of services, such as testing and diagnostics, prototyping, retrofitting, and upgrades, including technical training with long-term support for their customers.
Mono, founded in 1935 and headquartered in Manchester, United Kingdom, is the global manufacturer of trademarked Mono progressing cavity pumps and pumping solutions for high-intensity industrial applications. The company's product line includes the EZstrip family of PC pumps that can be maintained in place, making a day-long maintenance operation of a PC pump into a 30-minute job, as well as a range of packaged pump stations for specific applications such as sewage treatment and pumping and mine dewatering systems. NOV (National Oilwell Varco) Process & Flow Technologies UK Limited acquired Mono in 2003.
Maruzen Kogyo Co., Ltd., established in 1954 and located in Mishima-shi, Japan, is a manufacturer and distributor of small construction machines and various industrial equipment. The company's product range includes power units, breakers, postdrivers, rock drills, and cutters. These products have applications in the construction, automotive testing, packaging, and healthcare sectors. The company also provides various services such as equipment maintenance, training sessions for machinery operation, on-site equipment inspection, and customer support.
KOSHIN LTD., established in 1948 in Kyoto, Japan, is a manufacturer specializing in pumps and related products. Its product offerings encompass diverse pumps such as diesel engine pumps for construction, high-pressure pumps for agriculture, semi-trash pumps for construction, clear water pumps for gardening, and grinder pumps for industrial applications. These pumps serve various purposes, including powering construction machinery, irrigating agricultural fields, managing debris-laden water at construction sites, maintaining garden water features, and handling industrial waste efficiently. The company distincts on enhancing convenience, solving problems with technology, and improving social infrastructure.
Société Industrielle De La Doux (SID), based in Saint-Sulpice, Switzerland, is a manufacturer of several machinery and installations for waste treatment and process technologies. Its main products are shredders and pumps, but it also sells other products such as bunker gates, conveyors, and interlocking chambers. The company specializes in designing, developing, and constructing SMP (Shredding-Mixing-Pumping) installations for hazardous waste, which it designs depending on the types of waste. Its first SMP was put into operation in Germany in 1998, and it installed the first SMP in China in 2005. It also offers machine refurbishment, hard welding, and preventative maintenance services.
Roper Pump Company Inc., established in 1857 and headquartered in Commerce, Georgia, United States, is a fluid handling solution designer and manufacturer. The company offers a complete line of helical gear pumps for the industrial, transport, and oil and gas marketplaces, and its products include bulk liquid handling, high-pressure, and severe-duty pumps. Its services include maintenance programs, the supply of replacement parts, and volume order discounts. The company provides original equipment manufacturing services as well as private label production.
SLB was founded in 1926 and is a manufacturer of oil products and equipments based in Houston, Texas, United States. The company manufactures various products such as geopolymer cement-free system, nested multistage compact wellhead, 3D-printed armor, dual-string barrier evaluation, and autonomous directional drilling. The products are used and applied in oil drilling industry. The company has obtained the ISO 14001 certificate in 2020 and complied to HAZWOPER standards for hazardous waste management.
SPX Flow, established in 1912, is a manufacturer of industrial machinery to solve processing challenges based in Charlotte, North Carolina. The company manufactures various machinery such as mixers, pumps, valves, homogenizers, and heat exchangers. The machinery is used in nutrition, health, mining, construction, and chemical industries. The company provides services such as designing, engineering, and installing turnkey process units or full-scale plants. The SPX Flow brands include Anhydro, Bran+Luebbe, Gerstenberg Schrӧder, Pneumatic Products and Seital Separation.
PMC, founded in Levallois-Perret (France) in 1932, is a manufacturer of fluid equipment and positive displacement pumps. The company’s products include metering, filling, mixing, and transmission equipment, peristaltic pumps, and screw pumps for the industrial and food sectors. It also offers ground transfer and artificial lift pumps for customers in the oil industry. Its services include equipment design, maintenance, repair, upgrading, training, and consulting. As a subsidiary of the Gevelot Group, the company has established offices globally to meet customer demand.
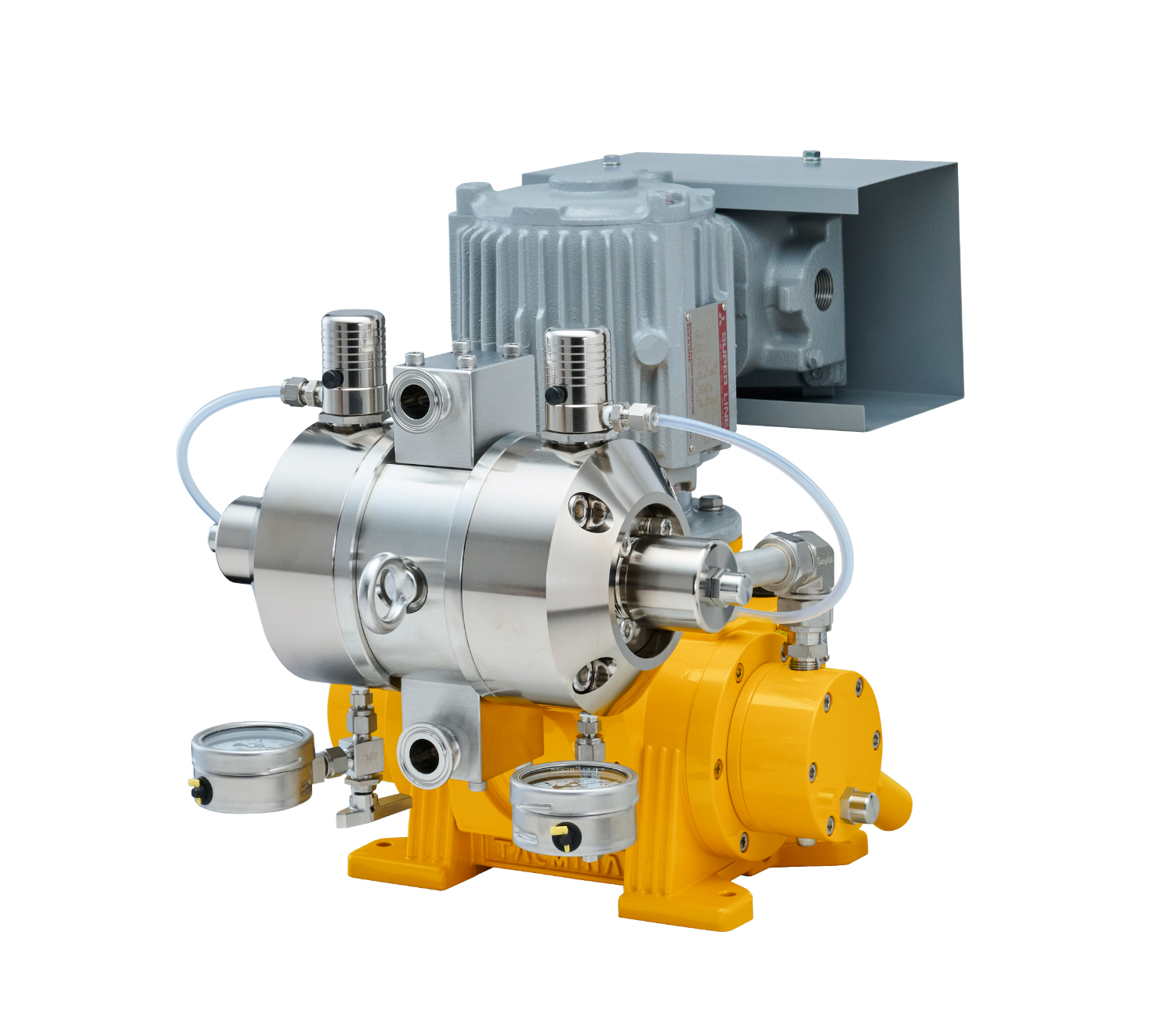
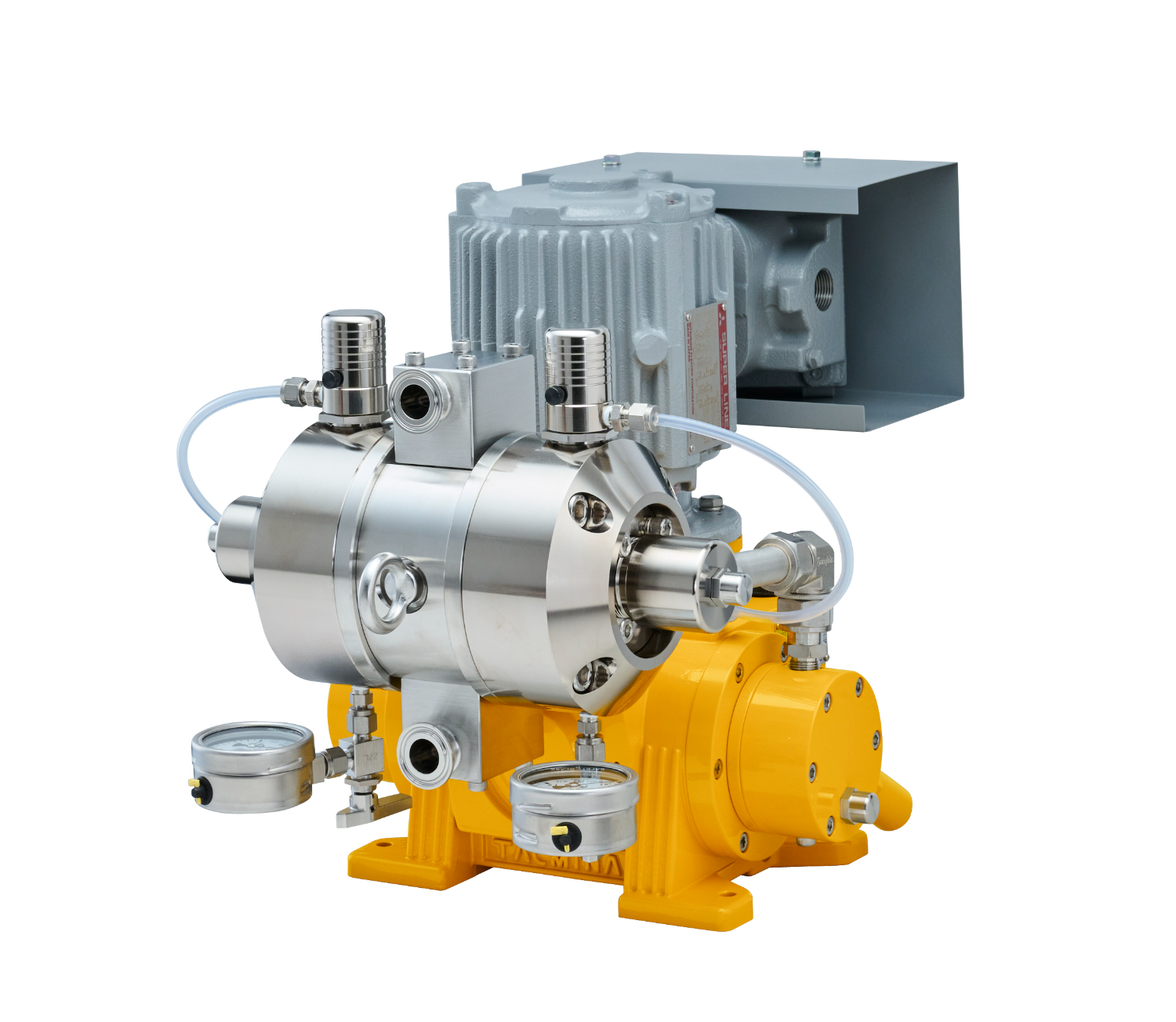
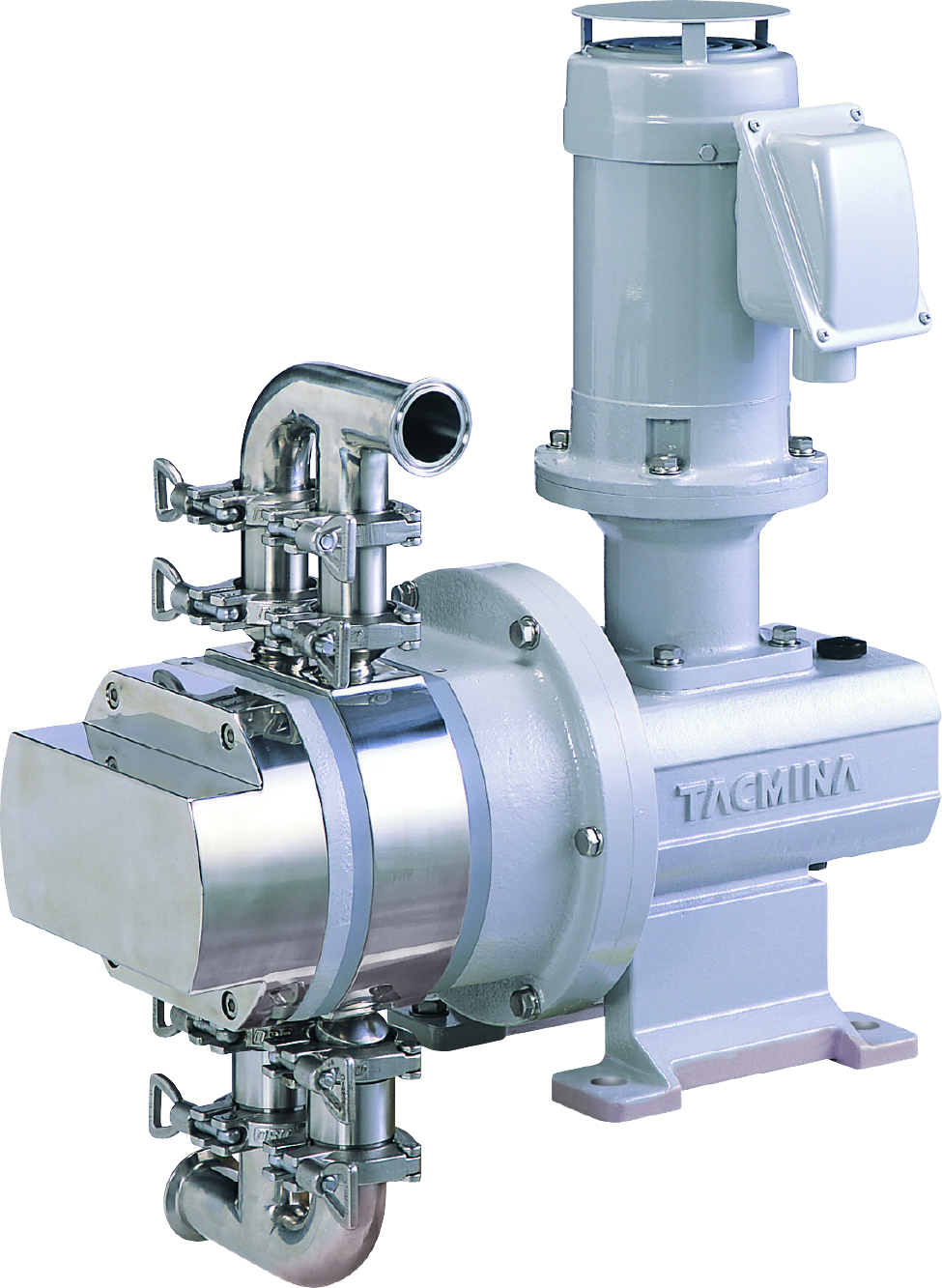
Tacmina USA, established in November 1956 and based in Osaka, Japan, is a manufacturer and distributor of precision pumps. The company's product range includes Smoothflow Pumps, Motor-Driven Metering Pumps, Solenoid-Driven Metering Pumps, Chemical Injection Systems, and Chemical Tanks. These products are essential for accurate and pulse-free fluid transfer in various applications. Serving industries such as batteries and electronics, chemical and biochemical, pharmaceuticals and cosmetics, and water treatments, the company provides expert consultations, product customization, maintenance support, and swift customer assistance.
Saint-Gobain Life Sciences, headquartered in Solon, Ohio, is a manufacturer of polymer solutions and components that support the electronics, medical, and biopharma industries, among others. Its bioprocess solutions division provides material science-based solutions like silicone tubing and filtration products for single-use fluid management. The medical business manufactures custom medical components like cartridges and capsule filters and designs systems for medical devices. The consumer solutions business provides customer support to achieve performance, safety, and regulatory compliance, and it provides customized solutions like flowmeters, seals, and tubing. The electronics division manufactures products like valves and fittings for fluid handling applications.
FURUKAWA INDUSTRIAL MACHINERY SYSTEMS Co., Ltd., established in 2004, is headquartered in Tokyo, Japan, is a manufacturer that specializes in industrial machinery. Its lineup includes durable pumps for slurry and sewage applications, crushers and grinding mills for various industries, briquetting machines for fuel and medicine production, and classification machines for sorting stones by size. The company has earned ISO 9001 and ISO 14001 certifications, underscoring its adherence to quality and environmental standards. Its products are vital in industries requiring robust machinery for handling challenging materials.
Metso Corporation, founded in 1999 as Metso Oyj, is an industrial machinery manufacturer headquartered in Matinkylä, Espoo, Finland. In the aggregate sector, the company offers mobile crushers, screens, and stacking conveyors for asphalt recycling, concrete demolition, and small-scale aggregate production, as well as portable wheel-mounted crushing and screening plants. The company also produces machinery for applications in the mining industry, including equipment for conveying, crushing, grinding, flotation, hauling, and screening. The company also offers Metso PSC advisor for copper smelting plants, as well as Metso DRI smelting furnace, which enables the decarbonization of the steel industry.
EDDY Pump, operating from the United States, established in 1984, is a manufacturer of state-of-the-art dredge, pump, and excavation equipment. The company designs and produces solutions for industries like mining, oil and gas, and environmental cleanup. EDDY Pump's core aim is to provide reliable, efficient, and environmentally friendly pumping solutions. EDDY Pump offers a comprehensive range of patented products, including slurry pumps, dredge equipment, and excavator attachments. These solutions cater to the diverse needs of their clients, enabling them to tackle challenging pumping and dredging applications with ease.
Sunbo Pump Co. Ltd., a manufacturer and supplier based in Shijiazhuang, Hebei, China, was established in 1998 and specializes in slurry pump solutions. The company offers a range of horizontal and vertical slurry pumps, including froth, dredge, gravel, and sump pumps, designed for transporting abrasive and thick slurries through pipeline systems These products find applications in industries like chemical, construction, metallurgy, power generation, and petroleum. The company also supplies pump solutions to the mining industries in countries like Chile, Indonesia, and the Philippines.
Shanghai East Pump (Group) Co. Ltd. is a pump manufacturer and supplier based in Shanghai, China. Certified with ISO 9001 and supported by 16 subsidiaries and 8 manufacturing facilities, the company offers a range of pumps, including axial-flow, double-suction, and stamping pumps. It also provides automation and electrical control systems, plate heat exchangers, and pressure vessels. Expanding further, the company offers environmental protection, firefighting, and water supply equipment. These products are utilized in diverse sectors, including agriculture, construction, and heating. The company also collaborates with notable universities such as Tsinghua University at the East Pump Technology Center for scientific research initiatives.
CRI-MAN S.p.A. is an Italian manufacturer and distributor of industrial processing machines that was established in Correggio, Reggio Emilia in 1974. The company’s product portfolio includes screw press separators for dividing solid and liquid slurry fractions, chopper pumps for handling fibrous or solid materials, and mixers for homogenizing liquid in lagoons or tanks. It also offers spare parts and accessories such as couplings, hoses, and fittings. The company’s products are commonly used in the biofuels, livestock, and industrial processing sectors, including by companies such as Agricola San Martino and Enerambiente.
Relong Technology Co., Ltd. established in 1994 and based in Qingdao, Shandong Province, China, is a manufacturer and supplier of water transportation equipment. The company's product range includes dredger, marine winch, deck crane, gearbox, and dredging pipe. These products are designed for tasks like water transportation and marine ecological testing. They primarily serve industries such as Machinery Manufacturing, Marine Operations, Industrial Automation, and Environmental Testing. The company's services include professional design, international standard welding, on-field services, and after-sales support.
North Ridge Pumps, established in 1988 with facilities in the United Kingdom, is an independent manufacturer and distributor of industrial pumps. The company's products include pump types that range from standard centrifugal pumps and multistage pumps to immersed and overhung solid handling pumps. North Ridge Pumps' equipment is used for the handling of fluids including freshwater, seawater, glycols, heavy oils, foods, and chemicals. The company also offers custom design, engineering, and production of application- and specification-specific industrial pumps, as well as full maintenance services.
Nikkora Eiko, a company founded in 1969 and based in Tokyo, Japan, is a manufacturer and supplier of pumps and water treatment technologies. The company's product portfolio includes magnetic drive pumps, bellows pumps, and diaphragm pumps BX series. These products are used in various sectors including power generation, wastewater management, and the food and beverage industry. The company is ISO 9001:2015 certified and has a sales network in various countries, including the United States, China, and the United Kingdom.
Important Papers, Inc. was founded by Ruth Barnett in South Jersey in the early 1990s. Important Papers is a distributor of promotional items and custom apparel for company promotion. Examples of Important Papers, Inc. promotional items include: apparel such as t-shirts, office wear, outerwear, bottoms, sunglasses, and activewear; headwear such as caps, hats, beanies, visors, safety items, and bandanas; bags such as tote, backpacks, office & school, outdoor & fitness, and travel; drinkware, fun, health, office, tech, writing, and other miscellaneous items.
Designed & Engineered Pumps, established in 1998 in the United States, a manufacturer, specializes in crafting custom industrial pumps and fluid handling solutions. The company excels in engineering and producing tailored pumping systems for various industries. They offer a wide range of products, including centrifugal pumps, positive displacement pumps, and special-purpose pumps, catering to sectors like oil and gas, chemical processing, and water treatment. The company's unique merit lies in collaborating closely with clients, ensuring each pump system is precisely designed for optimized performance and efficiency.
Battioni Pagani Pompe S.p.A. is a manufacturer of vacuum pumps and related accessories established in 1953 and located in Sorbolo Mezzani, Italy. The company’s product lineup includes its MEC II brand vacuum pump for agricultural applications, and its BLW brand vacuum pump for applications requiring compact or portable models. It also offers custom design and engineering of application-specific pump models for unique projects. The company’s products are used by clients in Europe’s industrial and commercial tourism sectors.
Mody Pumps Inc., a subsidiary of Mody Pumps (India) Pvt. Ltd., was founded in 1996 and operates its assembly plant, warehouse, and office in Bakersfield, California, United States. Certified with ISO 9001:2008, the company specializes in pumps for dewatering, wastewater, and heavy-duty slurry. Its product line includes sump pumps, sewage pumps, and both electric and hydraulic slurry pumps. These pumps are utilized in various construction sites, including residential housing projects, shopping centers, and wastewater facilities.
Pentair is a supplier of sustainable water solutions since 1966 and is based in St. Paul, Minnesota. The company serves the residential community by providing equipment for pools and spas and products for water softening and filtration to run through houses. The business industry benefits from the products that include commercial pool and spa equipment such as chemical controllers, heaters, lightings, and also valves and pumps for water supply as well as for water disposal. The Agricultural products include irrigation equipment and as for the Oil & Gas industry, there is the Biogas upgrading, CO2 Technologies, and much more.
Ranking as of July 2026
Derivation Method| Rank | Company | Click Share |
|---|---|---|
| 1 | Hydra-Tech Pumps, Inc. |
7.1%
|
| 2 | Moyno, Inc |
6.6%
|
| 3 | CORNELL PUMP COMPANY |
6.6%
|
| 4 | WARRENDER, LTD. |
5.9%
|
| 5 | Graymills |
5.6%
|
| 6 | McLanahan Corporation |
5.4%
|
| 7 | WANGEN |
4.3%
|
| 8 | Xylem Inc. |
4.1%
|
| 9 | NETZSCH Pumps & Systems |
3.6%
|
| 10 | ITT INC. |
3.4%
|
Derivation Method
The ranking is calculated based on the click share within the slurry pump page as of July 2026. Click share is defined as the total number of clicks for all companies during the period divided by the number of clicks for each company.Number of Employees
Newly Established Company
Company with a History
*Including some distributors, etc.
*Including some distributors, etc.
| Country | Number of Companies | Share (%) |
|---|---|---|
|
United States of America
|
8 | 22.2% |
|
China
|
8 | 22.2% |
|
Italy
|
5 | 13.9% |
|
United Kingdom
|
5 | 13.9% |
|
India
|
3 | 8.3% |
|
Japan
|
3 | 8.3% |
|
Switzerland
|
2 | 5.6% |
|
Germany
|
1 | 2.8% |
|
Denmark
|
1 | 2.8% |
224 products found
224 products

Mitsuwa Pump Works
710+ people viewing
Last viewed: 6 hours ago
・ Tough body with carbon fiber enhanced resin ・ Carbon fiber enhancement polypropylene (CFRPP) is exerted excellent corrosion with folty -acid cont...
5 models listed

Dynaflow Co., Ltd.
930+ people viewing
Last viewed: 1 day ago
◆Features ・Medium size - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and discharge...

Maruhachi Pump Manufacturing Co., Ltd.
880+ people viewing
Last viewed: 1 day ago
We offer a variety of slurry pumps, including gland (W mechanism) pumps that do not require external water sealing and products that can easily tra...
4 models listed

Gadelius Industry Co., Ltd.
490+ people viewing
Last viewed: 1 hour ago
■Highly durable slurry pump for high viscosity. Motor-driven hose pump “Alvin Pump ALH” Hose pump ALH is useful for transferring all kinds of high ...

Takumina Co., Ltd.
570+ people viewing
Last viewed: 9 hours ago
■What is a resin acid-resistant slurry pump? Because it is made of resin, it is more resistant to acids than metals. Even though it is made of resi...
3 models listed

Mitsuwa Pump Works
1380+ people viewing
Last viewed: 15 hours ago
feature ・ Rubber lining is adopted in the bonded part to excellent abrasion resistance and corrosion resistance. ・ The wear resistance required for...
3 models listed



Mitsuwa Pump Works
620+ people viewing
Last viewed: 3 hours ago
・ Body with excellent corrosion resistance and wear resistance ・ The body material uses polypropylene or polypropy polyethylene, which demonstrates...
2 models listed

Takumina Co., Ltd.
410+ people viewing
For high-pressure, quantitative injection of chemical liquids whose physical properties change rapidly, such as emulsions, latex, and slurry liquid...
10 models listed

Keihan Water Treatment Development Co., Ltd.
520+ people viewing
Last viewed: 1 day ago
■Summary ・PAM pump equipped with an “operation panel” for improved usability ・High quality, high performance, lightweight, and compact

Dynaflow Co., Ltd.
750+ people viewing
Last viewed: 1 day ago
◆Features ・Small size - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and discharge ...

Mitsuwa Pump Works
600+ people viewing
Last viewed: 20 hours ago
feature -The liquid portion adopts rubber and high chrome cast iron suitable for anti -slurry solution. ・ Rubber lining with wear resistance and co...
3 models listed


Dynaflow Co., Ltd.
530+ people viewing
◆Features ・Small and lightweight - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and...
4 models listed




Xebioplast Co., Ltd.
780+ people viewing
Last viewed: 1 day ago
■Summary ・Can transfer high viscosity slurry liquid ・Explosion-proof structure ・No worries about liquid leakage ・Self-supply pump ・Easy to han...

Takumina Co., Ltd.
350+ people viewing
Last viewed: 23 hours ago
For large volume, high pressure, non-pulsation transfer of slurry and sludge. ■High wear resistance, suitable for high concentration slurry Suppor...
5 models listed

Maruhachi Pump Manufacturing Co., Ltd.
780+ people viewing
Last viewed: 3 hours ago
We offer a variety of slurry pumps, including gland (W mechanism) pumps that do not require external water sealing and products that can easily tra...
3 models listed

Dynaflow Co., Ltd.
560+ people viewing
Last viewed: 1 day ago
◆Features ·large - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and discharge amount...
2 models listed


Mitsuwa Pump Works
660+ people viewing
Last viewed: 15 hours ago
feature ・ Special two -piece feather impeller eliminates the blockage of foreign substances and long items ・ Maximum passing particle size 2SMO-LB ...
3 models listed

Takumina Co., Ltd.
610+ people viewing
Last viewed: 22 hours ago
For quantitative supply and injection of a wide range of chemical solutions and fluids, including long-distance transport of water treatment chemic...
10 models listed

Takumina Co., Ltd.
300+ people viewing
Last viewed: 1 day ago
For large volume, high pressure, non-pulsation transfer of slurry and sludge. ■High wear resistance, suitable for high concentration slurry Suppor...
9 models listed

Mitsuwa Pump Works
820+ people viewing
Last viewed: 5 hours ago
feature ・ It is possible to select a liquid material material according to the transfer solution. ・ Can be used in various situations such as push ...
4 models listed

Dynaflow Co., Ltd.
490+ people viewing
Last viewed: 13 hours ago
◆Features ·large - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and discharge amount...
4 models listed




Dynaflow Co., Ltd.
720+ people viewing
Last viewed: 4 hours ago
◆Features ・Small and lightweight - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and...
2 models listed


Takumina Co., Ltd.
350+ people viewing
Last viewed: 7 hours ago
For large volume, high pressure, non-pulsation transfer of slurry and sludge. ■High wear resistance, suitable for high concentration slurry Suppor...
9 models listed

Dynaflow Co., Ltd.
480+ people viewing
Last viewed: 4 hours ago
◆Features ・Medium lightweight - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and di...
4 models listed




Dynaflow Co., Ltd.
520+ people viewing
Last viewed: 4 hours ago
◆Features ・Medium lightweight - Driven only by compressed air ・No shaft leakage ・Explosion-proof structure ・Easy adjustment of flow rate and di...
4 models listed




Takumina Co., Ltd.
450+ people viewing
Last viewed: 6 hours ago
The birth of a smart pump that condenses precision pump technology into a small body. ■ Contribute to quality improvement with highly accurate che...
6 models listed
Takumina Co., Ltd.
520+ people viewing
Last viewed: 8 hours ago
For transporting delicate foods and cosmetics that are susceptible to deterioration, such as concentrated fruit juice, food additives, mayonnaise, ...
7 models listed

Takumina Co., Ltd.
490+ people viewing
Last viewed: 8 hours ago
For quantitative transfer of chemical solutions and fluids that are difficult to transfer, such as UV curing resins, urethane resins, and slurry li...
5 models listed





Takumina Co., Ltd.
550+ people viewing
Last viewed: 1 hour ago
For process lines that require strict control, such as optical films, IT, and expensive pharmaceuticals. Features ■Reproducibility accuracy less t...
10 models listed